風能作為一種綠色環保型能源是可再生能源中最具開發潛力的一種。隨著風電技術的發展與日趨成熟,機型已達到5MW以上,葉片長度超過60米。葉片是風力發電機組關鍵部件之一,具有尺寸大,外形復雜,精度要求高,對強度、剛度、和表面光滑度要求高等特點。
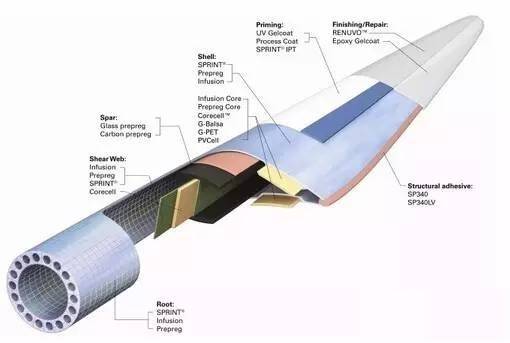
復合材料在風機葉片的制造中具備很多優勢。制造工藝主要有手糊成型、模壓成型、預浸料成型、拉擠成型、纖維纏繞、樹脂傳遞模塑以及真空灌注成型等工藝。
1、手糊工藝
手糊是生產復合材料風機轉子葉片的一種傳統工藝。在手糊工藝中,將纖維基材鋪放于單模內,然后用滾子或毛刷涂敷玻璃布和樹脂,常溫固化后脫模。手糊方法可用于低成本制造大型、形狀復雜制品。因為它不必受加熱及壓力的影響。使用簡單的設備和模具即可,另外相對于其他可行性方案成本更低廉。
手糊工藝生產風機葉片的主要缺點是產品質量對工人的操作熟練程度及環境條件依賴性較大,生產效率低和產品質量均勻性波動較大,產品的動靜平衡保證性差,廢品率較高。特別是對高性能的復雜氣動外型和夾芯結構葉片,還需要粘接等二次加工,粘接工藝需要粘接平臺或型架以確保粘接面的貼合,生產工藝更加復雜和困難。
手糊工藝制造的風力發電機葉片在使用過程中出現問題往往是由于工藝過程中的含膠量不均勻、纖維/樹脂浸潤不良及固化不完全等引起的裂紋、斷裂和葉片變形等。
手糊工藝往往還會伴有大量有害物質和溶劑的釋放,有一定的環境污染問題。手糊是一種已被證明的生產復合材料葉片工藝方法,但由于其產量低及部件的不連續性以及很難實現結構復雜,力學性能要求高的大型產品,促使人們將研究重點轉移至其他生產方法。
2、模壓成型
模壓成型工藝首先將增強材料和樹脂置于雙瓣模具中,然后閉合模具,加熱加壓,然后脫模,進行后固化。這項工藝的優點在于纖維含量高和孔隙率低,并且生產周期短,精確的尺寸公差及良好的表面處理。
然而,模壓成型適用于生產簡單的復合材料制品如滑雪板,很難制造包括蒙皮、芯材和梁的葉片等復雜形狀部件。盡管可以改進模壓成型工藝設備,但要改進能承受20~40米跨度壓力的加熱模要求很大的資本投入。
模壓成型生產的部件具備高纖維含量和高強度/質量比,但以低成本方式制造復雜幾何形狀的葉片有一定困難。
3、預浸料鋪放工藝
預浸料方法依其所使用的預浸增強材料而得名。在這種工藝中,部分固化樹脂和增強材料鋪放在單模中,加熱固化。為了避免富樹脂區的出現和排除存氣空隙,需要預浸料中的樹脂由足夠的溢出量,目前,市場上商業化的預浸料一般需要較高的固化溫度(90~110%)。使用預浸料的主要優勢是在生產過程中纖維增強材料排列完好,因此可以制造低纖維缺陷以及性能優異的部件。碳纖維預浸料廣泛應用于航空業中,因為他們可以用來制造復雜結構的部件。
選擇預浸料生產風機葉片的主要缺陷是成本高。這種材料通常比普通樹脂和增強材料貴5~10倍。另外,由于預浸料是以手工方式鋪放的,與手糊相比,同屬勞動密集型,產量低。
預浸料是生產復雜形狀結構件的理想工藝,預浸料在國外運用非常廣泛,其工藝及設備也發展到成熟階段。實際生產中,由于葉片的蒙皮、主梁、根部等各個部位的力學性能及工藝的要求各不相同,因而,在不影響性能的條件下,為了降低成本,不同部分使用不同的預浸料。
4、拉擠工藝
拉擠成型工藝一般用于生產具有一定斷面,連續成型制品的生產中。這種連續成型工藝中,增強材料通過樹脂浸膠槽,固化成型。拉擠制品的纖維含量高,質量穩定,由于是連續成型易于自動化,適合大批量生產。而且,產品無須后期休整,質量一致,無須檢測動平衡,成品率95%。與其他工藝成本相比,可降低40%。
盡管拉擠工藝具備很多優勢,但在風機葉片的制造中也存在缺陷。拉擠工藝曾經成功制造立軸風機葉片以及一些小型水平軸風機葉片,卻不可能制造變截面的風機葉片,I型梁和其他實體截面對于拉擠工藝只是小挑戰,而中空部分包括梁和芯材才是難點。
由于拉擠工藝當前不能制造截面變化較大的復雜形狀部件,因此大型自動化設備的成本是拉擠工藝應用的另一個考慮因素。因此,拉擠成型工藝在小型風機葉片生產中有較大的應用潛力。
5、纖維纏繞
纖維纏繞主要用于制造容器和管道,工藝中連續纖維浸入浸膠槽后在機器控制的芯模上進行纏繞。纏繞工藝可控制纖維張力、生產速度及纏繞角度等變量。
纖維纏繞能夠制造不同尺寸及厚度的部件。纏繞工藝應用于葉片生產中的一個缺陷是在葉片縱向不能進行纏繞,長度方向纖維的缺乏使葉片在高拉伸和彎曲載荷下容易產生問題。另外,纖維纏繞產生的粗糙外表面可能會影響葉片的空氣動力學性能,所以必須進行表面處理。
最后,芯模及計算機控制成本很大。很明顯,纖維纏繞的特點適用于容器及管道,而在葉片生產中會產生額外的成本。
6、樹脂傳遞模塑(RTM)
樹脂傳遞模塑工藝屬于半機械化的復合材料成型工藝,工人只需將設計好的干纖維預成型體放到模具中并合模,隨后的工藝則完全靠模具和注射系統來完成和保證,沒有任何樹脂的暴露,并因而對工人的技術和環境的要求遠遠低于手糊工藝并可有效地控制產品質量。
RTM工藝采用閉模成型工藝,特別適宜一次成型整體的風力發電機葉片(纖維、夾芯和接頭等可一次模腔中共成型),而無需二次粘接。與手糊工藝相比,不但節約了粘接工藝的各種工裝設備,而且節約了工作時間,提高了生產效率,降低了生產成本。同時由于采用了低粘度樹脂浸潤纖維以及采用加溫固化工藝,大大提高了復合材料質量和生產效率。
RTM工藝生產較少的依賴工人的技術水平,工藝質量僅僅依賴確定好的工藝參數,產品質量易于保證,產品的廢品率低于手糊工藝。RTM在葉片生產中的限制因素首先是成本。RTM的模具設備非常昂貴。另外,由于RTM屬于閉模工藝,很難預測樹脂流動狀況,容易產生不合格產品。
7、真空灌注成型工藝
真空灌注成型工藝是將纖維增強材料直接鋪放在模具上,在纖維增強材料頂上鋪設一層剝離層,剝離層通常是一層很薄的低孔隙率、低滲透率的纖維織物,剝離層上鋪放高滲透介質,然后用真空薄膜包覆及密封。真空泵抽氣至負壓狀態,樹脂通過進膠管進入整個體系,通過導游管引導樹脂流動的主方向。
導流布使樹脂分布到鋪層的每個角落,固化后剝離脫模布,從而得到密實、含膠量低的鋪層。真空灌注成型工藝是風機葉片制造商的理想選擇,與標準RTM相比,節約時間,機揮發物非常少,改善了勞動條件,減少操作者與有害物質接觸,滿足人們對環保的要求,改善了工作環境,工藝操作簡單。同時,真空輔助可充分消除氣泡,降低產品孔隙率,有效控制產品含膠量。
產品質量穩定性高、重復性能好。制品表觀質量好,相同鋪層而厚度薄,強度高,相對于手糊成型拉伸強度提高20%以上,該工藝對模具要求不高,模具制作簡單,與傳統RTM工藝相比,其模具成本可降低50~70%。
隨著風電事業的蓬勃發展,復合材料風機葉片向復雜化,大型化的方向發展。各種工藝在風力機葉片制造中得到應用。根據不同的風力機葉片的特點,合理地采用適合的工藝以獲得低成本高質量的風力機葉片。